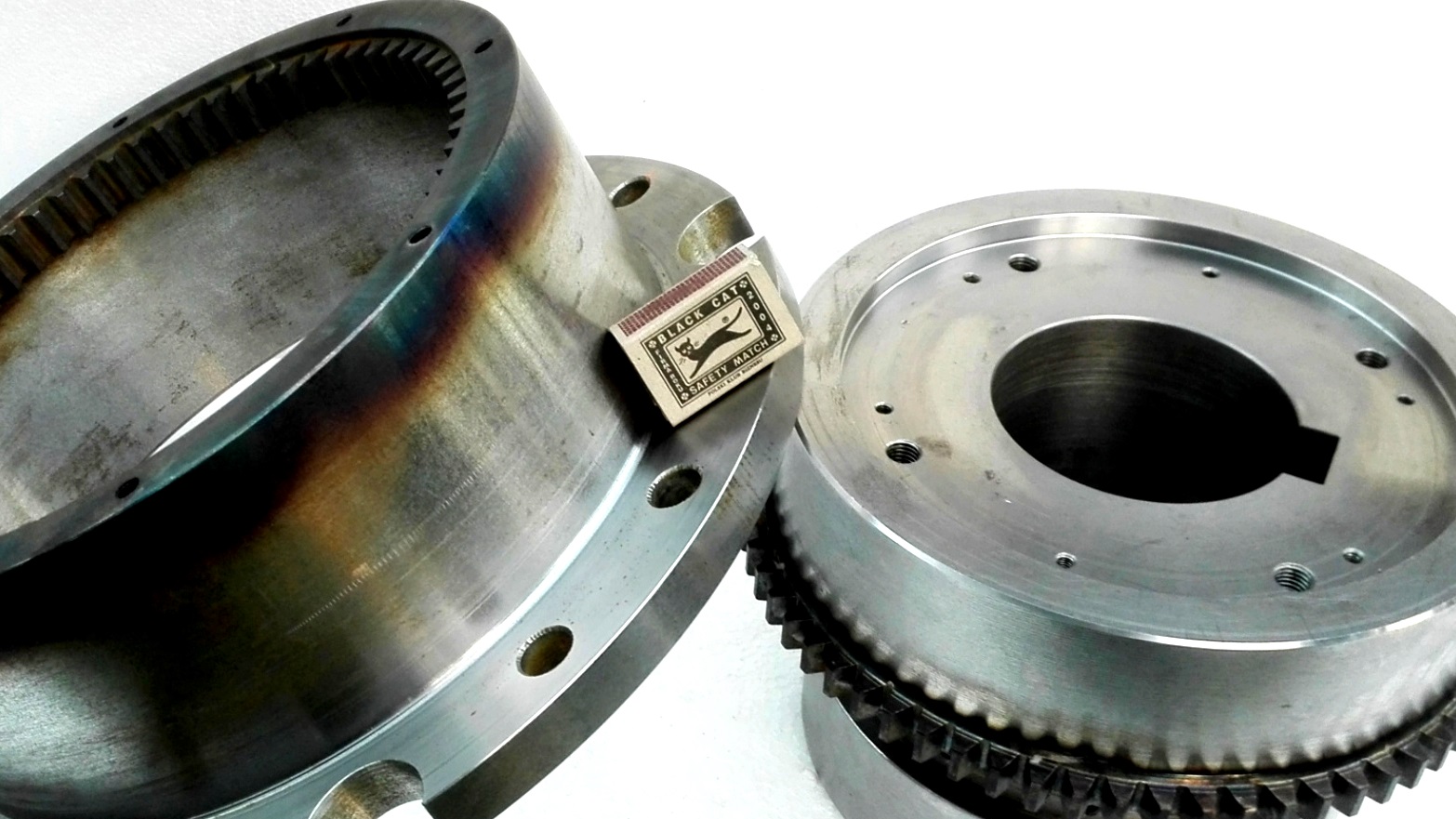
Gear wheel hardening and dual-frequency hardening
Induction hardening of gears makes it possible to harden the surface of the wheel teeth without hardening them through. Wheels heat-treated in this way, in contrast to case hardening, are not brittle and prone to fracture, since only the outer part of the teeth is hardened.
In the case of large gear wheels, the optimum solution in terms of process time and heating power is to heat each tooth locally using a specially shaped inductor. The wheel in this solution is placed on a pitching machine which ensures the alignment of the teeth with respect to the inductor. This method is time consuming and problematic for small size wheels.
In order to optimise the hardening of small gears a heating process is used which consists of placing the whole gear inside the shaker. However, in this case, due to the skin effect, the high-frequency currents would only heat the outer part of the teeth, while the inner part closer to the center of the wheel would remain cooler. Conversely, if the heater were operated at a lower frequency, the entire wheel teeth would be heated, not just the edges. In order to eliminate this problem and optimize the heating process, dual-frequency heating is used, which is a process in which two frequencies take part in heating at the same time, in an optimally selected proportion.
The above solution allows to optimize gearwheel heating process, however it requires the use of technologically complicated induction heaters. EnergoEl has its own solution of this type, which can be manufactured to individual order.
Privacy Overview
| Cookie | Duration | Description |
|---|---|---|
| cookielawinfo-checbox-analytics | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics". |
| cookielawinfo-checbox-analytics | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics". |
| cookielawinfo-checbox-functional | 11 months | The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional". |
| cookielawinfo-checbox-others | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other. |
| cookielawinfo-checkbox-necessary | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary". |
| cookielawinfo-checkbox-performance | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance". |
| viewed_cookie_policy | 11 months | The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data. |
- About Us
- Products
- Technologies
- Hardening
- Soldering
- Carbide brazing
- Brazing of CO radiators
- Brazing of electrotechnical components
- Hard soldering of silver contacts
- Brazing of inductors
- Brazing of water and gas connections
- Soldering of titanium
- Soft soldering of electronic components
- Soft soldering of high frequency connectors.
- De-soldering of components for metal recovery
- Melting of metals
- Forging and forming
- Other technologies
- Continuous drying of paints and coatings
- Softening of ultrasonic seams
- Vacuum spraying
- Heating of anodized parts before bending
- Heating pipes before bending
- Pre-weld heating
- Preheating of wire ropes
- Connections based on temperature expansion
- Fusing inserts into plastics
- Induction welding
- Induction welding of seamed tubes
- Diffusion welding
- Thermal dimension calibration
- Letting go / relaxing
- Melting reactive metals
- Powder sintering
- Services
- Gallery
- Contact